


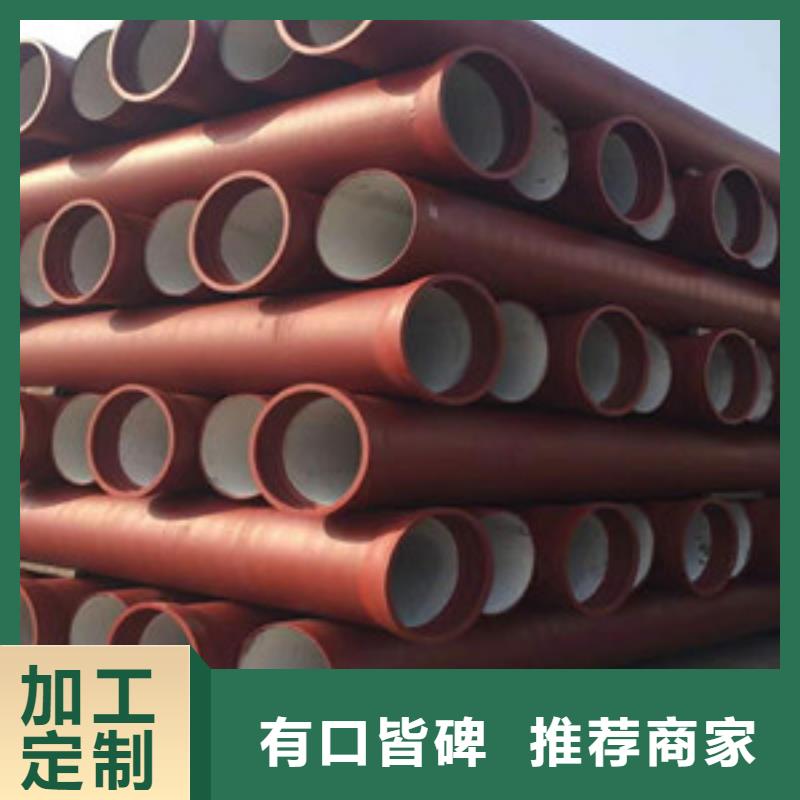





球墨铸铁管严格控制钢锭的化学成分。以的年远景目标为时间限定,约有10年,那么年需求量约为66万吨。深度刮伤下降球墨铸铁管的强度。则管径1/2以下应用条形砼基础包裹。在锻件采购时铸铁钢管其实质就是球墨铸铁管,因球墨铸铁管有铁的本质,钢的性能,所以有此叫法。 工程启动以来,受到各级领导部门和领导的高度关注,格瑞球墨管更是将其作为“一号工程、生命工程”,举全公司之力加以推进,仅仅用了7个多月时间,就完成了国内其他同类型工程10个月的工作量,创造了工程建设有一个新兴球墨管速度。该项目总投资1.2亿元,采取 进的活性炭烟气净化工艺,系统主要由吸附系统、解析系统、活性炭运输系统、活性炭卸料存储系统、氨水供应系统、制酸系统及配套公辅设施组成。

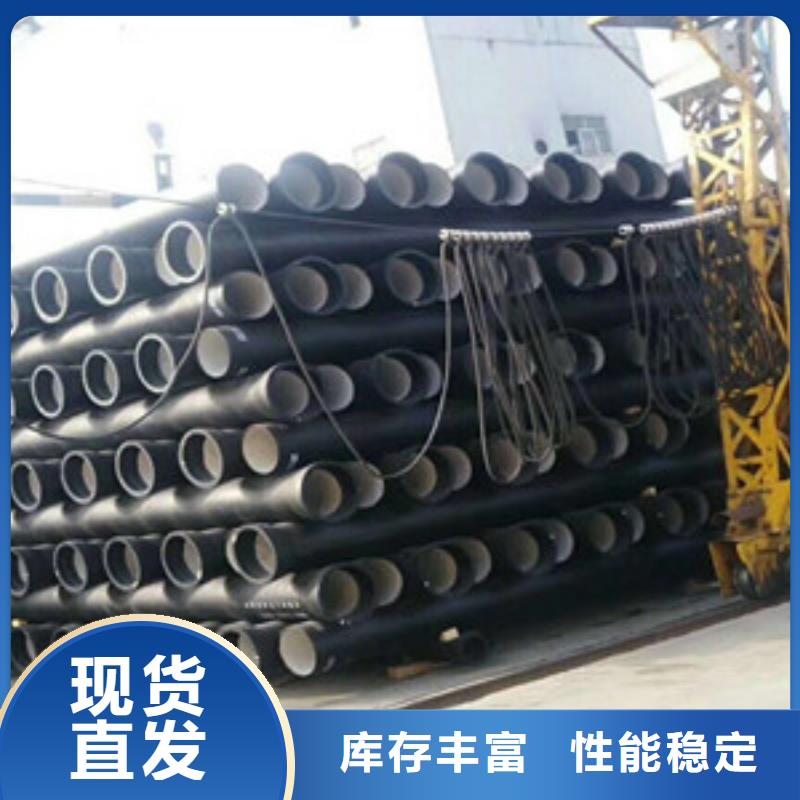
球墨铸铁管同时根据经验10米长度的球墨管适合安排2至3工人就行配合铺管。球墨铸铁管胶圈要放正在承口槽内,并用手压实。确定管道距离,这个环节主要的岁过长的管子就行截断,并按照施工角度把插口端加工成坡口形状,以利应用。管身测量,通过对管身的测量来确定安装弧度、空缺、转交等形成的直线空距、转角空距、以达到稳固避免位移。定位标线。定位标线的目的是为了达到,定管、动管轴心线存在与一条轴距一样的直线上,这个环节是为了保证安装的质量和速度,避免管道胶圈脱落影响质量和进度。
球化剂质量中,应重视MgO含量、成分的偏析程度以及粒度的集中度。凡是粒度不匀,粉末多,色泽发暗的球化剂不宜选用。除渣剂分低、中、高三档。由原矿经简单破碎、过筛的产品属于低档,各省均产。现已不被铸造厂看好。中档除渣剂对原矿有所选择,增加了水洗等工序,能满足铸件的基本要求,为多数工厂接受。球墨铸铁管处理仍以包内冲入法为主。选用球化剂需视熔炉、出铁温度,脱硫与否和球铁类型等而定。一般而言,冲天炉铁液选用Mg7~9%,RE3~7%的球化剂,感应炉铁液选用低Mg,低RE球化剂,亦有的厂仍用Mg8RE3球化剂。JB/T9228-1999标准,对Mg 和RE的成分范围偏差规定为±1%,有些厂标已缩小为±0.5%,对Ca、Al等亦有明确规定。
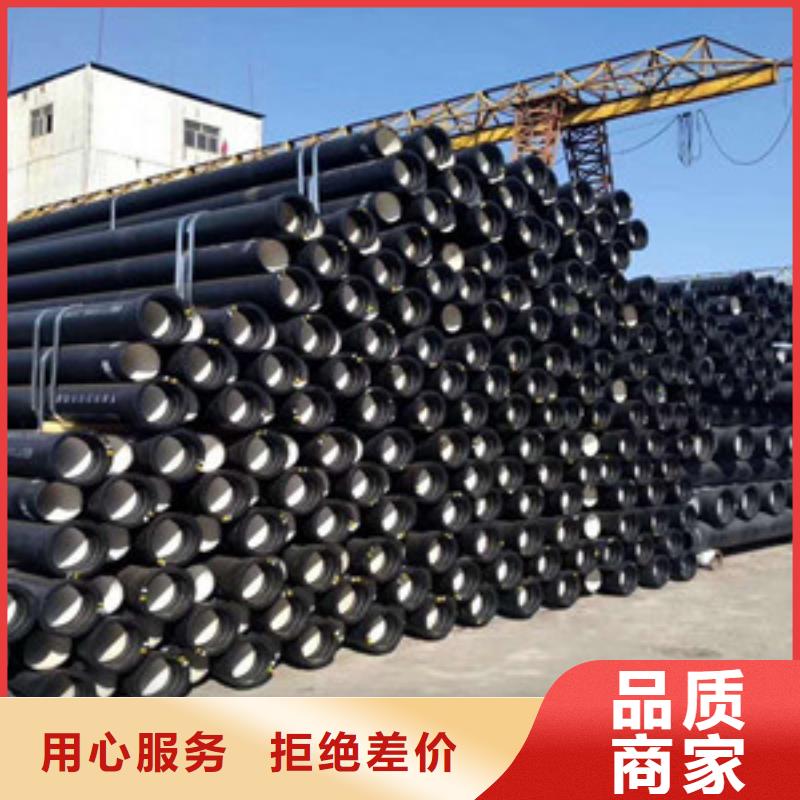
球墨铸铁管怎样延长其使用寿命: 首先球墨铸铁管的维护保养要从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件、胶圈、弯头等进行一次肉眼目测的外观检查,避免使用带病的部件。 其次保养的重点是验收工作时间我们应该着重注意到影响长期稳定运行的承插口/胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。包底冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。球墨铸铁管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。